Autorizovaný SKI servis MONTANA ve Zlíně

Vítáme Vás v autorizovaném servisním centru MONTANA SWISS ve Zlíně. Náš servis je vybaven nejmodernější technologií MONTANA SWISS, která nemá v našem regionu konkurenci. Provádíme servis pro všechny výkonnostní kategorie lyžařů (rekreační / sportovní / závodní). Špičkové vybavení servisu a zaškolení personálu nám zajistilo certifikací MONTANA SWISS TOP SKI TEAM, což je pro Vás zárukou té nejlepší péče o Vaše lyže nebo snowboardy.
Otevírací doba a mapa On-line servis





Servis provádíme obvykle do druhého dne. Pokud si přejete provést servis na počkání nebo tentýž den, objednejte se prosím přes naši aplikaci na adrese servis.avexski.cz, děkujeme.
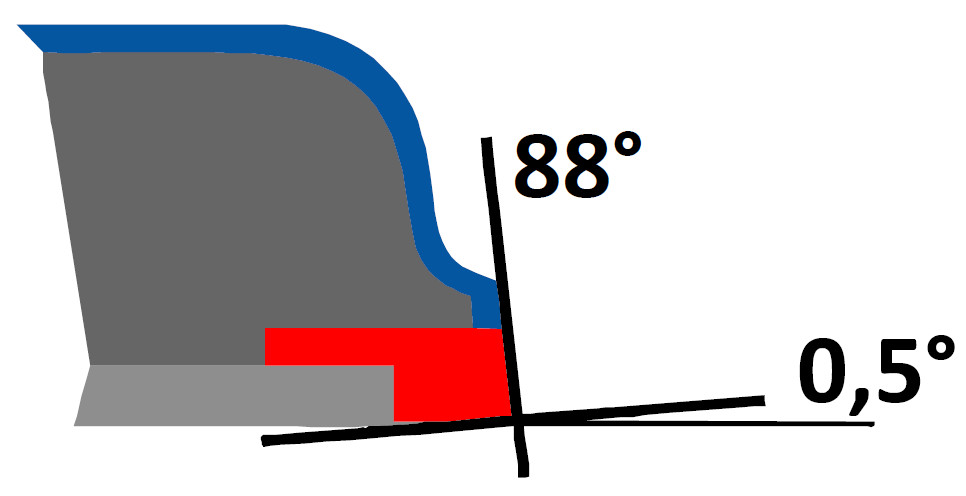
Na lyžích, snowboardech a běžkách je v základních servisech provedeno broušení skluznice křížovou strukturou, broušení boční hrany na úhel 88° a podbrus spodní hrany (tuning) na 0,5°. Vše na stroji MONTANA CHALLENGE. Na přání zákazníka můžeme úhel bočního brusu upravit v rozsahu od 87° do 89°. Skluznice je za tepla navoskována sjezdovým voskem Holmenkol Betamix na stroji MONTANA RACE WAXER (bezkontaktní voskování).
Zobrazit ceník Stáhnout ceník BLOG: SKI servis






Pracujeme na plně automatických strojích MONTANA
- MONTANA CHALLENGE - broušení skluznice a hran
- MONTANA RACE EDGE - dokonale ostrá hrana pro náročné
- MONTANA RACE WAXER - bezkontaktní voskování lyží
Mezi naše hlavní prováděné práce patří

- Základní (lineární), závodní (kombinované a variální) struktury
- Komplexní úhlování a tuning hrany (konstantní i radiální tuning)
- Montáže a seřízení vázání na elektronické stolici s potvrzením
- Speciální opravy (výseky skluznic, opravy vytržených hran apod..)
Záleží nám na kvalitě. Kodex servisu AVEX SKI
- Odborně posoudíme stav vašich lyží a navrhneme nejvhodnější servisní balíček
- Každému páru lyží se věnujeme individuálně a pečlivě kontrolujeme provedený servis
- Pokud najdeme skryté poškození vašich lyží, ozveme se a navrhneme možnosti opravy
- Jsme odborně proškoleni u výrobce strojů MONTANA SWISS
- O servisní stroje se pečlivě a pravidelně stará přímo výrobce MONTANA SWISS
- Ve strojích pravidelně obměňujeme a používáme výhradně originální komponenty a brusný materiál
- Pro lyžování jsme zapáleni stejně jako vy, proto děláme svou práci dobře!
Brousíme brusle na automatickém stroji PROSHARP

- Brusle brousíme na zcela novém automatickém stroji švédské výroby – PROSHARP AS 1001
- Provádíme broušení konkávní ze zcela rovné plochy do žlábku o poloměru 6 mm nebo dle vašeho požadavku
- Tlak a podávací rychlost brusného kotouče jsou konstantní po celou dobu broušení
- Jednoduché a přesné upevnění brusle
- Brousíme brusle hokejové, pánské, dámské, dětské
- Broušení provádíme, pokud je to kapacitně možné na počkání